در فرآیند جوشکاری واقعی، برای جلوگیری از خطر هنگام کار ربات، اپراتور مجاز نیست یا نباید وارد محل کار ربات شود، به طوری که اپراتور نتواند فرآیند جوشکاری را به صورت بلادرنگ رصد کند و تنظیمات لازم را انجام دهد، بنابراین وقتی شرایط تغییر میکند، مانند وقوع خطای ابعادی و انحراف موقعیت قطعه کار در حین فرآیند جوشکاری و مونتاژ و تغییر شکل حرارتی قطعه کار، موقعیت اتصال از مسیر آموزشی منحرف میشود و ممکن است باعث کاهش کیفیت جوشکاری یا حتی شکست آن شود.


چه زمانی نیاز داریم ربات جوشکاری را به دید لیزری مجهز کنیم؟
در جوشکاری قوسی، اگر نتوان تضمین کرد که دقت جوشکاری به ±0.3 میلیمتر میرسد، لازم است استفاده از موقعیتیابی لیزری یا ردیابی لیزری در نظر گرفته شود. برای انتخاب سیستم ردیابی درز جوشکاری با دید لیزری، ابتدا باید بررسی کنید که آیا با ابزارآلات تداخل دارد یا خیر، و ثانیاً، در نظر بگیرید که آیا بر زمان ضرب آهنگ تأثیر میگذارد یا خیر. اگر هر دو مورد نباشد، میتوان لیزر را به طور کامل در ایستگاه کاری ربات ادغام کرد.
اصل اساسی بازرسی ردیابی درز جوشکاری با لیزر
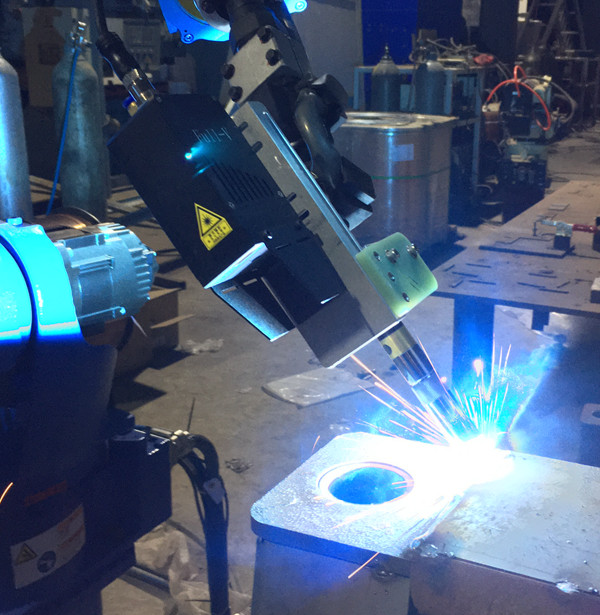
اصل اساسی ردیابی درز لیزری بر اساس روش اندازهگیری مثلثی لیزری است. لیزر، نور لیزر خطی را به سطح قطعه کار ساطع میکند و پس از بازتاب پراکنده، کانتور لیزر روی حسگر CCD یا CMOS تصویربرداری میشود. سپس کنترلکننده تصاویر جمعآوریشده را پردازش و تجزیه و تحلیل میکند تا موقعیت جوش را به دست آورد که برای اصلاح مسیر جوش یا هدایت جوشکاری استفاده میشود.
ردیابی لیزری چیست؟
ردیابی لیزری از یک حسگر بینایی لیزری برای تشخیص جوش از قبل قبل از مشعل جوشکاری استفاده میکند و مختصات موقعیت نقطه اندازهگیری حسگر را از طریق رابطه موقعیتی از پیش کالیبره شده بین حسگر بینایی لیزری و مشعل محاسبه میکند. در طول فرآیند جوشکاری، موقعیت آموزشی ربات و موقعیت حسگر محاسبه میشوند. موقعیتهای تشخیص با هم مقایسه میشوند و انحراف موقعیت نقطه مربوطه محاسبه میشود. هنگامی که تفنگ جوشکاری که از خط لیزر عقب مانده است به موقعیت تشخیص مربوطه میرسد، انحراف به مسیر جوشکاری فعلی جبران میشود تا به هدف اصلاح مسیر جوشکاری دست یابد.
موقعیت یابی لیزری چیست؟
موقعیتیابی لیزری فرآیندی است که در آن از یک حسگر لیزری برای اندازهگیری موقعیت مورد نظر و محاسبه موقعیت نقطه هدف استفاده میشود. بهطورکلی، هنگامی که درز جوشکاری کوتاه باشد یا استفاده از ردیابی لیزری باعث تداخل با ابزارآلات شود، درز جوشکاری به شکل موقعیتیابی لیزری اصلاح میشود. در مقایسه با ردیابی لیزری، عملکرد موقعیتیابی لیزری نسبتاً ساده است، پیادهسازی و بهرهبرداری از آن نیز راحتتر است. با این حال، از آنجایی که ابتدا تشخیص داده شده و سپس جوشکاری میشود، این موقعیتیابی برای جوشکاری قطعات با تغییر شکل حرارتی شدید و جوشهای نامنظم که خطوط مستقیم یا قوسی نیستند، مناسب نیست.
زمان ارسال: ۲۲ اکتبر ۲۰۲۲